-

马鞍山德耐纳米科技有限公司
主营:马鞍山德耐纳米科技有限公司

马鞍山德耐纳米科技有限公司
主营:马鞍山德耐纳米科技有限公司 7
7

基本原理:
双射成型主要以双射成型机两只料管配合两套模具按先后次序经两次成型制成双射产品。
工作步骤:
1.A原料经A料管射入1次成型模制成单射产品A。
2.经周期开模,产品A留于公模,成型机动模板旋转至B合模。
3.B原料经B料管射入2次成型模制成双射成品,开模**出。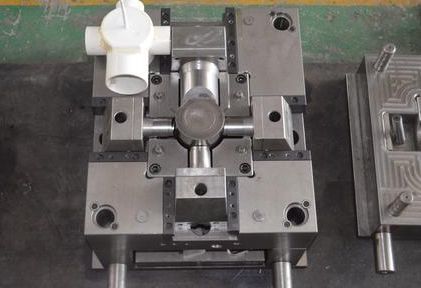
其它分类
(1)热流道模具
借助加热装置使浇注系统中的塑料不会凝固,也不会随制品脱模,所以又称无流道模。优点:1)无废料 2)可降低注射压力,可以采用多腔模 3)可缩短成型周期 4)提高制品的质量 适合热流道模塑料的特点:5)塑料的熔融温度范围较宽。低温时,流动性好,高温时,具有较好的热稳定性。6)对压力敏感,不加压力不流动,但施加压力时即可流动。7)比热性好,以便在模具中很快冷却。可用热流道的塑料有PE,ABS,POM,PC,HIPS,PS。常用的热流道有两种:1)加热流道模 2)绝热流道模。
那么模具是怎样做成的呢?
下面对现代模具生产流程做一个简单的介绍。
1)ESI(Earlier Supplier Involvement 供应商早期参与):此阶段主要是客户与供应商之间进行的关于产品设计和模具开发等方面的技术探讨,主要的目的是为了让供应商清楚地领会到产品设计者的设计意图及精度要求,同时也让产品设计者更好地明白模具生产的能力,产品的工艺性能,从而做出更合理的设计。
2)报价(Quotation):包括模具的价格、模具的寿命、周转流程、机器要求吨数以及模具的交货期。(更详细的报价应该包括产品尺寸重量、模具尺寸重量等信息。)
3)订单(Purchase Order):客户订单、订金的发出以及供应商订单的接受。
4)模具生产计划及排工安排(Production Planning and Schedule Arrangement):此阶段需要针对模具的交货的具体日期向客户作出回复。
5)模具设计(Design):可能使用的设计软件有Pro/Engineer、UG、Solidworks、AutoCAD、CATIA等
在外力作用下使坯料成为有特定形状和尺寸的制件的工具。广泛用于冲裁、模锻、冷镦、挤压、粉末冶金件压制、压力铸造,以及工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中。模具具有特定的轮廓或内腔形状,应用具有刃口的轮廓形状可以使坯料按轮廓线形状发生分离(冲裁)。应用内腔形状可使坯料获得相应的立体形状。模具一般包括动模和定模(或凸模和凹模)两个部分,二者可分可合。分开时取出制件,合拢时使坯料注入模具型腔成形。模具是精密工具,形状复杂,承受坯料的胀力,对结构强度、刚度、表面硬度、表面粗糙度和加工精度都有较高要求,模具生产的发展水平是机械制造水平的重要标志之一。
http://jake5213.b2b168.com
欢迎来到马鞍山德耐纳米科技有限公司网站, 具体地址是安徽省马鞍山雨山区九华西路1366号6栋101,老板是黄小平。
主要经营马鞍山德耐纳米科技有限公司。
单位注册资金单位注册资金人民币 100 万元以下。
我公司工程技术人员多名,技术力量强大,具有多年的生产经验,工艺水平**,产品质量严格把关。