-

马鞍山德耐纳米科技有限公司
主营:马鞍山德耐纳米科技有限公司

马鞍山德耐纳米科技有限公司
主营:马鞍山德耐纳米科技有限公司 7
7
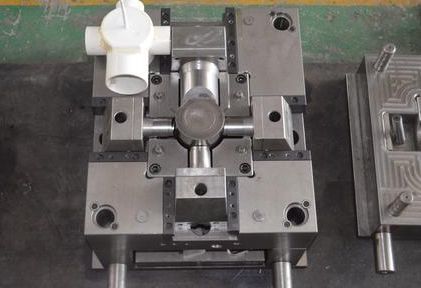
那么模具是怎样做成的呢?
下面对现代模具生产流程做一个简单的介绍。
1)ESI(Earlier Supplier Involvement 供应商早期参与):此阶段主要是客户与供应商之间进行的关于产品设计和模具开发等方面的技术探讨,主要的目的是为了让供应商清楚地领会到产品设计者的设计意图及精度要求,同时也让产品设计者更好地明白模具生产的能力,产品的工艺性能,从而做出更合理的设计。
2)报价(Quotation):包括模具的价格、模具的寿命、周转流程、机器要求吨数以及模具的交货期。(更详细的报价应该包括产品尺寸重量、模具尺寸重量等信息。)
3)订单(Purchase Order):客户订单、订金的发出以及供应商订单的接受。
4)模具生产计划及排工安排(Production Planning and Schedule Arrangement):此阶段需要针对模具的交货的具体日期向客户作出回复。
5)模具设计(Design):可能使用的设计软件有Pro/Engineer、UG、Solidworks、AutoCAD、CATIA等
其它分类
(1)热流道模具
借助加热装置使浇注系统中的塑料不会凝固,也不会随制品脱模,所以又称无流道模。优点:1)无废料 2)可降低注射压力,可以采用多腔模 3)可缩短成型周期 4)提高制品的质量 适合热流道模塑料的特点:5)塑料的熔融温度范围较宽。低温时,流动性好,高温时,具有较好的热稳定性。6)对压力敏感,不加压力不流动,但施加压力时即可流动。7)比热性好,以便在模具中很快冷却。可用热流道的塑料有PE,ABS,POM,PC,HIPS,PS。常用的热流道有两种:1)加热流道模 2)绝热流道模。
首先考虑到模具公模侧必需旋转180度,模仁设置必需交叉对称排列,否则无法合模成型。
(1)导柱:具有导引公模与母模的功能.在多色模中必需保持同心度。
(2)回位销:由于模具必需旋转的动作,所以必需将**出板固定,在回位销上加弹簧使**出板保持稳定。
(3)定位块:确保两模座固定于大固板时不因螺丝的间隙问题而造成偏移。
(4)调整块(耐磨块):主要用于合模时模具高度z坐标值误差时可以做调整。
(5)**出机构:**出方式的设计与一般模具相同。
(6)冷却回路设计:模具一与模具二的冷却回路设计尽量相同。
浇注系统分类
根据浇注系统型制的不同可将塑料模具分为三类:
(1)大水口模具:流道及浇口在分模线上,与产品在开模时一起脱模,设计简单,容易加工,成本较低,所以较多人采用大水口系统作业。塑料模具结构分为两部分:动模和定模。随注射机活动部分为动模(多为**出侧),在注射机射出端一般不活动称为定模。因大水口模具的定模部分一般由两块钢板组成故也有称此类结构模具为两板模。两板模是大水口模具中简单的结构。
(2) 细水口模具:流道及浇口不在分模线上,一般直接在产品上,所以要设计多一组水口分模线,设计较为复杂,加工较困难,一般要视产品要求而选用细水口统。细水口模具的定模部分一般由三块钢板组成故也有称此类结构模具为“三板模”。三板模是细水口模具中简单的结构。
(3) 热流道模具:此类模具结构与细水口大体相同,其区别是流道处于一个或多个有恒温的热流道板及热唧嘴里,无冷料脱模,流道及浇口直接在产品上,所以流道不需要脱模,此系统又称为无水口系统,可节省原材料,适用于原材料较贵、制品要求较高的情况,设计及加工困难,模具成本高。 热流道系统,又称热浇道系统,主要由热浇口套,热浇道板,温控电箱构成。我们常见的热流道系统有单点热浇口和多点热浇口二种形式。单点热浇口是用单一热浇口套直接把熔融塑料射入型腔,它适用单一腔单一浇口的塑料模具;多点热浇口是通过热浇道板把熔融料分枝到各分热浇口套中再进入到型腔,它适用于单腔多点入料或多腔模具。
http://jake5213.b2b168.com
欢迎来到马鞍山德耐纳米科技有限公司网站, 具体地址是安徽省马鞍山雨山区九华西路1366号6栋101,老板是黄小平。
主要经营马鞍山德耐纳米科技有限公司。
单位注册资金单位注册资金人民币 100 万元以下。
我公司工程技术人员多名,技术力量强大,具有多年的生产经验,工艺水平**,产品质量严格把关。