-

马鞍山德耐纳米科技有限公司
主营:马鞍山德耐纳米科技有限公司

马鞍山德耐纳米科技有限公司
主营:马鞍山德耐纳米科技有限公司 7
7
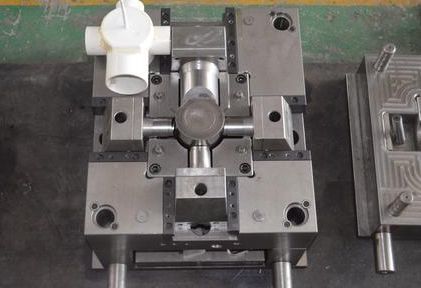
首先考虑到模具公模侧必需旋转180度,模仁设置必需交叉对称排列,否则无法合模成型。
(1)导柱:具有导引公模与母模的功能.在多色模中必需保持同心度。
(2)回位销:由于模具必需旋转的动作,所以必需将**出板固定,在回位销上加弹簧使**出板保持稳定。
(3)定位块:确保两模座固定于大固板时不因螺丝的间隙问题而造成偏移。
(4)调整块(耐磨块):主要用于合模时模具高度z坐标值误差时可以做调整。
(5)**出机构:**出方式的设计与一般模具相同。
(6)冷却回路设计:模具一与模具二的冷却回路设计尽量相同。
3)挤塑成型
是使处于粘流状态的塑料,在高温和一定的压力下,通过具有特定断面形状的口模,然后在较低的温度下,定型成为所需截面形状的连续型材的一种成型方法。挤塑成型的生产过程,是准备成型物料、挤出造型、冷却定型、牵引与切断、挤出品后处理(调质或热处理)。在挤塑成型过程中,注意调整好挤出机料筒各加热段和机头口模的温度、螺杆转数、牵引速度等工艺参数以便得到合格的挤塑型材。特别要注意调整好聚合物熔体由 机头口模中挤出的速率。因为当熔融料挤出的速率较低时,挤出物具有光滑的表面、均匀的断面形状;但是当熔融物料挤出速率达到某一限度时,挤出物表面就会变 得粗糙、失去光泽,出现鲨鱼皮、桔皮纹、形状扭曲等现象。当挤出速率进一步增大时,挤出物表面出现畸变,甚至支离和断裂成熔体碎片或圆柱。因此挤出速率的控制至关重要。
(4)压注成型
亦称铸压成型。是将塑料原料加入预热的加料室内,然后把压柱放入加料室中锁紧模具,通过压柱向塑料施加压力,塑料在高温、高压下熔化为流动状态,并通过浇注系统进入型腔逐渐固化成塑件。此种成型方法,也称传递模塑成型。压注成型适用于各低于固性塑料,原则上能进行压缩成型的塑料,也可用压注法成型。但要求成型物料在低于固化温度时,熔融状态具有良好的流动性,在**固化温度时,有较大的固化速率。
模具(mú jù),工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。 简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。素有“工业之母”的称号。
http://jake5213.b2b168.com
欢迎来到马鞍山德耐纳米科技有限公司网站, 具体地址是安徽省马鞍山雨山区九华西路1366号6栋101,老板是黄小平。
主要经营马鞍山德耐纳米科技有限公司。
单位注册资金单位注册资金人民币 100 万元以下。
我公司工程技术人员多名,技术力量强大,具有多年的生产经验,工艺水平**,产品质量严格把关。